Сварка лежачим электродом
Сварка с использованием лежачего электрода (также известная как сварка «firecracker» или EHV-сварка) представляет собой метод дуговой сварки, при котором неподвижный покрытый электрод располагается вдоль краев свариваемых деталей, а дуга перемещается по мере плавления электрода. Этот процесс описан в ГОСТ 2601-84, который регулирует термины и определения в области сварки металлов.
Данный способ сварки является разновидностью сварки штучным покрытым электроды, при которой электрод помещается в разделку вдоль краев свариваемого изделия. Процесс сварки в этом случае осуществляется в автоматическом режиме, однако существует ряд сложных технологических проблем, таких как отклонение дуги и возникающие из-за этого дефекты шва, которые не позволяют этому методу занять лидирующие позиции в промышленной сварке.
В домашних условиях сварка лежачим электродом может быть использована для выполнения прямолинейных стыковых швов без предварительной обработки кромок для изделий небольшой толщины (3-5 мм), что может удивить, например, соседа по гаражу.
В производственных условиях этот метод может быть эффективен для наплавки поверхностей прямолинейных деталей. Важно отметить, что вместо электрода можно использовать полосу и проводить наплавку под слоем флюса. Для работы с тонким металлом рекомендуется использовать электроды диаметром 2-2,5 мм, ведя сварку в лежачем положении — это обеспечит качественный шов. Однако стоит быть осторожным: если поднять электрод, есть риск прожога металла.
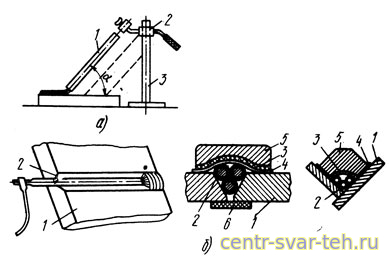
Схема сварки: а - наклонным электродом; 1 - электрод, 2 - обойма, 3 - штанга; б - лежачим электродом; 1 - шов, 2 - дуга, 3 - электрод для возбуждения дуги, 4 - лежачий электрод, 5 - свариваемый металл (из книги: "Сварка и резка металлов", Рыбаков В.М., 1979 г.)
Сварка с использованием лежачего электрода иллюстрируется на рисунке (б).
Для формирования шва свариваемых элементов укладывают один или несколько электродов, длина которых обычно в два раза превышает стандартные размеры. Чтобы предотвратить вытекание металла при сварке стыкового шва, применяют медную подкладку, в то время как для углового шва подкладка не требуется. Электроды прижимаются к краям деталей с помощью медной или бронзовой колодки. Дуга создается вспомогательным электродом и затем поддерживается, расплавляя как электрод, так и основной металл. Длина дуги соответствует толщине покрытия и составляет от 1,5 до 3 мм. Сварку с лежачим электродом можно также выполнять под слоем флюса, что позволяет создавать как прямые, так и криволинейные швы с помощью специальных устройств.
Схема сварки с наклонным электродом показана на рисунке (а).
Край покрытия электрода опирается на свариваемый металл, а второй конец зажат в обойме, которая свободно опускается по штанге во время сварки. Угол наклона электрода остается неизменным. Дуга возбуждается так же, как и при сварке лежачим электродом.
Эти методы увеличивают производительность труда сварщика, так как один специалист может работать на нескольких рабочих местах одновременно. Для сварки с наклонными и лежачими электродами требуются специальные электроды. Московский опытно-сварочный завод разработал электроды для этих методов сварки под марками ОЗС-12, ОЗС-15Н и ОЗС-17Н, которые аналогичны типу Э-46. Эти электроды производятся диаметром 4, 5 и 6 мм, с длиной от 450 до 700 мм.
Разберем несколько вопросов: Каковы особенности метода сварки лежачим электродом? Есть ли риск выхода из строя сварочного инвертора, в каких областях допускается применять эту технологию?
Сварка с использованием данного метода позволяет значительно повысить производительность ручной дуговой сварки. В этом случае нет необходимости постоянно управлять электродом и следить за длиной сварочной дуги. Все, что нужно сделать, — это зажечь плавящийся электрод и аккуратно уложить его между кромками свариваемого металла. Дуга не погаснет, и электрод постепенно будет сгорать, заполняя шов. Для обеспечения плотного прилегания электрода к поверхности металла можно прижать его кирпичом или другим материалом, который не поддерживает горение.
Важно отметить, что сварка лежачим электродом подходит только для прямолинейных и коротких участков. Поэтому сварка сложных конструкций затруднительна, и качество шва может не всегда соответствовать требованиям по надежности и прочности.
Принцип метода "лежачий электрод" заключается в следующем: сначала электрод укладывают в разделку шва, затем инициализируют сварочную дугу с помощью вспомогательного электрода. Однако можно обойтись и без сложных манипуляций: достаточно зажечь электрод и аккуратно уложить его вдоль кромок металла, следя за тем, чтобы дуга не погасла. После этого электрод прижимается кирпичом, и остается только дождаться полного сгорания электрода, после чего нужно удалить шлак и проверить качество соединения.
Что касается потенциальных проблем для сварочного инвертора, то данный метод сварки может быть проблематичным при работе с толстыми металлами свыше 5 мм. Для получения качественного шва потребуется экспериментировать с параметрами сварочного тока, поскольку неподходящие настройки могут привести к прожогам или непровару. Также важно учитывать качество сборки сварочного аппарата, так как он может не выдержать нагрузки. При сварке лежачим электродом сварочный аппарат работает непрерывно, что может привести к его выходу из строя. Поэтому данный метод следует использовать с осторожностью, чтобы избежать повреждения инвертора и не достичь желаемого результата.